|
在Makerbot走下神坛的情况下,又有一个新的品牌在走进国内市场,那就是荷兰品牌——Ultimaker。Ultimaker是由三位来自荷兰的年轻Maker共同开发的。相比较MakerBot,Ultimaker具有更高的速度,更高的性价比,可打印更大的尺寸,同时还是一个开源的3d打印机。那么Ultimaker支持哪些耗材,同时如何运用Ultimaker对不一样耗材进行打印呢?下面就来详细介绍下! 注意:此文提供的信息适用于Ultimaker ,但可能也适用于其他供货商的线材。Ultimaker的保固不包含来自其他供货商的线材。 请运用最新版本的Cura,并确保您的3D打印机更新到最新版本的固件,包括正确的材料配置档案。 一、如何运用Ultimaker尼龙进行打印? 尼龙(聚酰胺)被制造商广泛用于3D打印需要耐久性和耐磨性的强力最终用途零件和原型。Ultimaker尼龙的规划比市场上其他的尼龙线才更可靠、更容易打印,且具有低吸湿性,并且对于加热板拥有良好附着性。 请注意,Ultimaker 尼龙的预先设定Cura档案是专门针对Ultimaker 2+和Ultimaker 2 Extended开发的。 ①建议设定 ●温度 Ultimaker尼龙是在加热板60℃时进行打印的。为了获得最好的打印效果,建议您依照下列温度进行:
列中的温度适用于Ultimaker 2+和Ultimaker 2 Extended。为了获得最佳的打印效果,在Cura中选择正确的3D打印机、喷嘴口径是很重要的。此外,请确认在Ultimaker 3D打印机上选择正确的材料设定,使打印机能够自动地调整到相对应的温度。 ●冷却 Ultimaker尼龙建议一般的冷却风扇速度为35%。这确保了最佳的打印状态,并有助于避免印层结合的问题。对于拥有更多细节的印层,打印冷却风扇速度将慢慢增加为100% ●Cura附着设定 我们建议运用Raft用于打印大型模型。这是在Ultimaker尼龙的预先设定Cura档案中的加热板附着方式。这将在3D打印和加热板之间形成网格结构,拥有更好的黏着性。Raft将特别导致3D打印的第一层温度能够均匀分布。在3D打印完成后,可以移除Raft。如果加热板依旧有热度,则移除Raft将更容易。当打印3D打印小模型时,您可以运用侧裙进行黏着。 ②附着力 Ultimaker尼龙能更紧密的附着到加热板上。在大多数的情况下,成功的打印不需要额外的黏着剂。但为了达到更好的加热板黏附效果,您可以在玻璃板上涂一层胶水。 ③配件/零件 运用Ultimaker尼龙打印不需要任何的附加配件。然而,3D打印进阶配件囊括了一个黏合板,使加热板拥有更好的附着力,以获得更一致且可靠的3D打印效果。 ④质量与安全 运用上述建议的温度设定时,Ultimaker尼龙可以安全的进行打印。为了确保舒适和健康的环境,我们建议在通风良好的地方进行3D打印。 二、如何运用Ultimaker PLA进行打印? PLA(聚乳酸)是最广泛运用的3D打印材料之一,也是推荐给3D打印初学者的材料。 PLA打印快速,且是安全的,可以用于广泛的型号和使用程序。 若您想要用Ultimaker PLA开始进行打印,这里提供的信息将会是您需要知道的一切。 ①建议设定 ●温度 Ultimaker PLA可以运用60°C的打印温度或是运用蓝色胶带在冷却的加热板上打印。运用下列表格找寻每个喷嘴的口径与对应温度以达到最好的打印效果。
表列中的温度适用于Ultimake 2和Ultimaker 2 Extended Cura中的Ultimaker PLA打印配置档案。为了获得最佳的打印效果,在Cura中选择正确的3D打印机、喷嘴口径和打印材料是很重要的。此外,请确认在Ultimaker 3D打印机上选择正确的材料设定,使打印机能够自动地调整到相对应的温度。 ●冷却 PLA需要良好的冷却以达到最佳的打印表面质量。因此,请在整个打印过程中运用100%的打印冷却风扇速度。PLA与其他材料相比具有非常低的收缩率。强冷却不会引起与印层结合或是分层相关的问题 ●Cura附着设定 侧裙(Brim)是Cura中Ultimaker PLA预先设定的加热板黏着方式。侧裙(Brim)指的就是在物体与加热板接触的边缘处再额外扩展印制一部份,来增加对象底部与打印平台的接触面积,加强模型与加热板的抓力,印制完成后再将其修剪掉。 ②附着力 PLA通常能够紧密的附着到玻璃板上。如果运用加热的玻璃板,请确保玻璃板保持干,且没有任何油/油脂和指纹。为了获得最佳的打印效果,请在玻璃板上涂一层薄薄的胶水。 如果运用没有加热板的3D打印机(Ultimaker 2 Go或是Ultimaker Original),或者如果要在冷却的加热板上打印(例如在加热板附近打印悬挂),请运用蓝色胶带进行黏着。 当加热板仍有温度时,请不要取下3D打印,这可能会导致打印底座变形。 ③配件/零件 运用Ultimaker PLA进行打印时不需要任何的附加配件。但是,您以利用3D打印进阶配件中的一个特殊的黏合板和门板。它们能够使加热板拥有更好的黏着性,以及获得更一致且可靠的3D打印效果。但需要注意的是,在需要高水平回缩的PLA打印下,运用门板可能是有害的。 三、如何运用Ultimaker ABS进行打印? ABS(丙烯腈 - 丁二烯 - 苯乙烯)是一种常用的3D打印材料。 它具有良好的机械性能,可广泛的使用。Ultimaker ABS具有极低的翘曲性和一致的层结合,使得其比其他常规的ABS线材更可靠且更容易打印。若您想要用Ultimaker ABS开始进行打印,这里提供的信息将会是您需要知道的一切。 ①建议设定 ●温度 ABS可以用80℃的加热板进行打印。运用下列表格找寻每个喷嘴的口径与对应温度以达到最好的打印效果。
表列中的温度适用于Ultimake 2+和Ultimaker 2 Extended+ Cura中的Ultimaker PLA打印配置档案。为了获得最佳的打印效果,在Cura中选择正确的3D打印机、喷嘴口径和打印材料是很重要的。此外,请确认在Ultimaker 3D打印机上选择正确的材料设定,使打印机能够自动地调整到相对应的温度。 ●冷却 ABS在打印时需要进行冷却。然而,过分的冷却会导致印层结合的问题。当冷却速度太快时,ABS倾向于收缩,导致可能分层。Ultimaker ABS Cura中打印冷却风扇速度取决于喷嘴口径。最大打印冷却风扇速度为100%,这意味着较短的印层会获得更多的冷却,以保持最佳的打印质量。 ●Cura附着设定 侧裙(Brim)是Cura中Ultimaker ABS预先设定的加热板黏着方式。侧裙(Brim)指的就是在物体与加热板接触的边缘处再额外扩展印制一部份,来增加对象底部与打印平台的接触面积,加强模型与加热板的抓力,印制完成后再将其修剪掉。 ②附着力 当运用Ultimaker ABS打印时,必须在玻璃板上涂一层薄薄的胶水(包括在3D打印机的配件盒中)。 不运用胶水会导致取出打印时玻璃板碎裂的风险提升,并可能导致保固失效。 请注意,如果3D打印对象在约40C的温暖温度时,可以更容易从加热板中取出3D打印对象。 ③配件/零件 3D打印机的进阶配件当中,有包含一个保护玻璃板的门板。这个门板将有助于避免3D打印时产生裂缝或是断裂,这对于大型或是薄壁型的3D打印模型是非常重要的。此门板使得打印获得更可靠、更一致的结果。 ④质量与安全 运用上述建议的温度设定时,Ultimaker ABS可以安全的进行打印。为了确保舒适和健康的环境,我们建议在通风良好的地方进行3D打印。 四 、如何运用Ultimaker CPE进行打印? CPE(共聚酯)是一种耐化学性和相对坚韧的材料,广泛用于功能原型和建模。在这里,您将学习如何运用Ultimaker CPE以实现最佳的打印质量。 ①建议设定 ●温度 Ultimaker CPE需要70°C的加热板温度。运用下列表格找寻每个喷嘴的口径与对应温度以达到最好的打印效果。
表列中的温度适用喷嘴口径和打印材料是很重要的。此外,请确认在Ultimaker 3D打印机上选择正确的材料设定,使打印机能够自动地调整到相对应的温度。 ●冷却 为了得到最佳的质量,Ultimaker CPE的冷却风扇速度设定值为80%。对于0.25mm喷嘴,由于挤出材料的量和喷嘴温度较低,用20%的一般打印冷却风扇速度就可以了。对于较短的层,打印冷却风扇速度慢慢增加到100%,以确保整个打印的最佳质量。 ●Cura的黏着设定 在默认的Ultimaker CPE Cura配置档案中,加热板黏合方式是侧裙(Brim)。侧裙(Brim)指的就是在物体与加热板接触的边缘处再额外扩展印制一部份,来增加对象底部与打印平台的接触面积,加强模型与加热板的抓力,印制完成后再将其修剪掉。 ②附着力 虽然Ultimaker CPE可以牢牢的黏附在玻璃板上,但是CPE的翘曲率很大。为了使Ultimaker CPE打印时的翘曲率最小化,请运用3D打印机配件盒中的提供的胶水,在玻璃板上涂一层薄薄的胶水。除了黏合性能之外,胶水还能当作玻璃板的保护层。 ③配件/零件 3D打印机的进阶配件当中,有包含一个保护玻璃板的门板。这个门板将有助于避免3D打印时产生裂缝或是断裂,这对于大型或是薄壁型的3D打印模型是非常重要的。此门板使得打印获得更可靠、更一致的结果。 ④质量与安全 运用上述建议的温度设定时,Ultimaker CPE发出低水平的气体和颗粒。为了确保舒适和健康的环境,我们建议在通风良好的地方进行3D打印。 四 、如何运用Ultimaker CPE+进行打印? Ultimaker CPE+(共聚酯)相似于Ultimaker CPE,但它的韧性比CPE高十倍,可承受高达100°C的温度(Ultimaker CPE只能耐受高达70°C)。以下这些提示帮助您开始运用Ultimaker CPE+以达到良好的效果。 ①建议设定 ●温度 Ultimaker CPE+的喷嘴温度始终为260°C,并且需要'110°C的加热板温度。对于直径为0.25mm的喷嘴没有CPE+ Cura分布,因为较难透过这种小喷嘴挤出聚合物。
表列中的温度适用于Ultimake 2+和Ultimaker 2 Extended+ 的Cura(版本2.1.3)中的Ultimaker CPE+打印配置档案。为了获得最佳的打印效果,务必在Cura中选择正确的3D打印机、喷嘴口径和打印材料。此外,请确认在Ultimaker 3D打印机上选择正确的材料设定。 ●冷却 对于Ultimaker CPE+,25%的打印冷却风扇速度就足够了。这允许材料缓慢冷却并保持其形式。为了使打印过程当中冷却能够均匀分布,对于较短的印层,打印冷却风扇速度将慢慢增加至50% ●Cura黏着设定 强烈的建议运用栈板(Raft)于打印时。在Cura档案中,栈板(Raft)是Ultimaker CPE+预设的加热板黏合方式。这将在3D打印和加热板之间形成网格结构,拥有更好的黏着性。Raft用将特别导致3D打印的第一层温度能够均匀分布。在3D打印完成后,可以移除栈板。如果加热板依旧有热度,则移除Raft将更容易。当打印3D打印小模型时,您可以运用侧裙进行黏着。 ②附着力 Ultimaker CPE+易于翘曲和分层。运用额外的黏着剂对于获得最佳的打印质量极为重要。我们强烈建议运用3D进阶配件中的黏合板,以达到对加热板的最佳黏附性。或者,可以将一层薄薄的胶水(包括在3D打印机的配件盒当中)涂抹到玻璃板上,但是此附着力将不是最佳的。除了黏着性能之外,黏着剂和胶水还能用当做玻璃板的保护层。 ③配件/零件 在运用Ultimaker CPE+进行打印时,强烈建议运用3D打印进阶配件中的黏合板和门板。运用黏合板能更确保对于加热板有最佳的黏附性。运用门板确保了3D打印机内的能保持45℃的稳定温度。此方式提升了打印的成功率,以及更好的打印质量及零件性能。 ④质量与安全 运用上述建议的温度进行打印时,Ultimaker CPE+发射出低水平的气体和颗粒。为了确保舒适和健康的环境,我们建议在通风良好的地方进行3D打印。 五、如何运用Ultimaker PVA进行打印? Ultimaker PVA(聚乙烯醇)是通常用于产生水溶性支撑结构来呈现复杂几何形状的3D打印材料。 ①将PVA与其他材料结合 当运用Ultimaker 3和Ultimaker 3 Extended打印度尼西亚龙、PLA的PVA支撑结构时,为了达到更好的效果,我们广泛地测验了预先设定的Cura。至于结合PVA与CPE或ABS作为建造材料是实验性地,并不能保证与尼龙和PLA相同可靠的经验。 ②PVA储存和处理 未开启的Ultimaker PVA线轴应储存在温度0°C至30°C之间,相对湿度低于50%的阴凉干燥处。请勿存放在阳光直射的地方。一旦打开,PVA将吸收环境中的水分。为了尽量避免这种情形发生,请务必在打印后或是不运用时,立即将线轴与提供的干燥剂一起存放在可重新密封的袋子中。 ③打印Ultimaker PVA Ultimaker PVA的成功打印需要环境温度低于28℃和相对湿度低于55% ④建议设定 ●温度 作为单一材料进行打印时,Ultimaker PVA需要60℃的加热板温度,如果将PVA作为支撑材料时,则只需运用随附于建造材料所需的加热板温度(参见下表)。215-225℃之间的喷嘴温度适用于Ultimaker 3和Ultimaker 3 Extended的Cura中的Ultimaker PVA打印配置档案。 为了获得最佳的打印效果,请在Cura中选择正确的Ultimaker 3打印机。当透过Wi-Fi进行打印时,选择正确的Ultimaker 3打印机是很重要的。正确的Print Core将由Ultimaker 3和Ultimaker 3 Extended自动侦测到。新的Ultimaker材料线轴上的NFC芯片将自动地在Cura中加载正确的材料和打印设定。
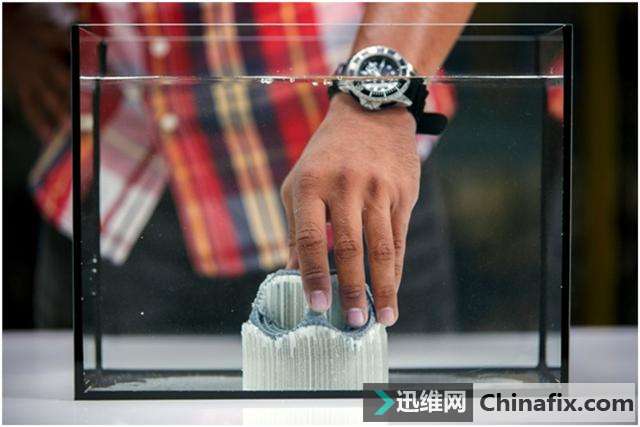
●冷却 为了得到最好的结果,请在打印PVA时运用50%的打印冷却风扇速度。 ●Cura附着设定 附着的设定是依据附带的建造材料而定(参见上表) a. 与PLA组合:选择侧裙(brim)作为黏合类型,用Cura中的挤出头2(Ultimaker PVA)。侧裙是在模型周围再额外扩展印制一部份,来增加对象底部与打印平台的接触面积,以确保更高的黏附性,并且这个方式为Ultimaker 3双喷头系列默认的黏附方式。 b. 与尼龙结合:选择栈板(raft)作为黏合类型,利用挤出头2(Ultimaker PVA)在Cura中制成。在它仍有稍微热度时(40 C),可以更容易地将栈板从加热板中移除。 ⑤附着力 Ultimaker PVA能够牢牢的黏附到加热的玻璃板上。我们建议在玻璃板上涂一层薄薄的胶水(囊括在3D打印机的配件盒当中)。黏合的方式应基于上表中伴随的材料而定。 ⑥使PVA喷嘴畅通 降解的PVA可能堵塞打印芯片中的喷嘴。要使喷嘴畅通,请按照以下维护步骤操作。 ⑦质量与安全 当运用表列中的建议温度时,Ultimaker PVA可以安全的进行打印。为了确保舒适和健康的环境,我们建议在通风良好的区域进行3D打印。 五、如何溶解PVA? 运用PVA作为支撑材料的打印会需要一些后续处理来去除PVA。这可以透过将PVA溶解在水中来完成。
用PVA为支撑的打印物件
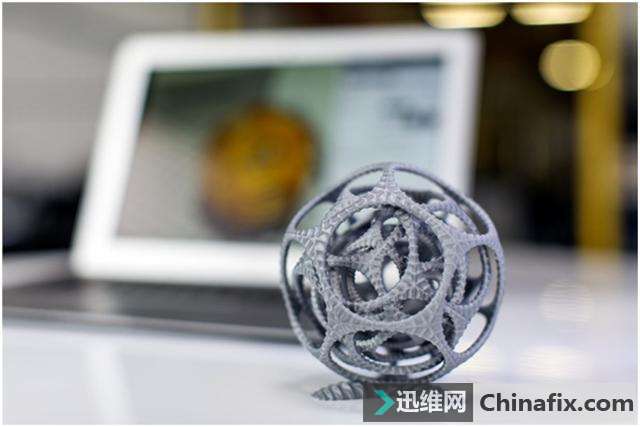
去除PVA支撑后的物件 ①将打印物浸入水中 将打印对象进入水中,PVA就会缓慢的开始融解。不过,您可以透过以下方式,加速PVA的融解: 温水: 运用较热的水可以减少溶解的时间。但运用此方式必须注意一件事,若您运用PLA为支撑材料打印时,请确保运用的温水的最高温度为 35 °C,以避免PLA变形。如果是运用尼龙,请勿超过 50 °C,以防止燃烧。 搅拌: 运用搅拌/流动的水可减少溶解时间。流动的水能使 PVA 更快地溶解 (通常是三个小时内可溶解,但时间仍取决于您所运用的支撑材料) 钳: 您也可以透过将打印对象放入水中约10分钟,然后用钳子去除大部分的支撑来加速PVA地溶解。当打印对象放回水中时,仅需要溶解PVA剩余的部分。当PVA完全溶解后,用水冲洗印刷对象以去除任何多余的PVA。
待大部分的PVA溶解后,用水冲洗印刷对象以去除任何多余的PVA。
让打印对象保持完全干燥,如有必要再对材料进行额外的后续处理。
由于PVA是可生物降解的材料,因此事后废水的事后处理很容易。但是,我们建议您检查当地法规以获得更精确的指导方针。如果废水分配管线连接至废水处理厂时,则废水即可透过排水设施处理。处理后,从水龙头用热水冲约 30 秒,以去除排水管中任何多余的PVA渗透水,并避免长期堵塞问题。 水可以重复运用于多个打印对象,但是,这可能会延长PVA溶解的时间。因为重复运用,使得水中含有过多之前的PVA,呈现饱和的状态,因此建议运用新的水以达到最快地除去效果。 六、如何运用Ultimaker PC进行打印? PC(聚碳酸酯)是一种非常坚固和坚韧的材料,可用于各种工程使用。以下这些提示帮助您开始运用Ultimaker PC以取得最佳的打印效果。 ①建议设定 ●温度 运用Ultimaker PC打印的喷嘴温度应始终为260℃,并且加热板温度应无110-115℃
这些温度适用于Ultimaker 2+和Ultimaker 2 Extended+的Cura(版本2.1.3或更高版本)中的Ultimaker PC打印配置档案。为了获得最佳的打印效果,在Cura中选择正确的打印机、喷嘴口径和材料类型是很重要的。此外,请确保您的Ultimaker 3D打印机上选择了正确的材料。 ●冷却 没有任何Ultimaker PC Cura配置档案需要打印风扇冷却,只有0.8mm的喷嘴除外,0.8mm的喷嘴常规打印冷却风扇速度为25%,因为挤出材料量很多并且冷却很慢。对于较小的印层,打印冷却风扇速度慢慢增加到50% ●Cura黏着设定 强烈建议在3D打印大型模型时运用raft。在Cura的档案中,选择栈板作为Ultimaker PC的设定加热板黏着类型。这将在3D打印和加热板之间形成网格结构,拥有更好的黏着性。Raft用将特别导致3D打印的第一层温度能够均匀分布。在3D打印完成后,可以移除栈板。如果加热板依旧有热度,则移除栈板将更容易。当打印3D打印小模型时,您可以运用侧裙进行黏着。 ②附着力 PC不是易于打印的材料,如果打印环境和设定不适当的话,它可能会翘曲和分层。我们强烈建议运用3D打印进阶配件。其中包含黏合板,使其在打印Ultimaker PC时,能与加热板紧闭黏合。或者,您可以在玻璃板上涂一层薄薄的胶水(囊括在3D打印机的配件盒中),但黏着力可能不如黏合薄板那么紧密。 ③配件/零件 在运用Ultimaker PC打印时,强烈建议运用3D打印进阶配件中包含的黏合板和门板。配件中的黏合板确保了对于加热板最佳的黏附性。而门板则确保了3D打印机内保持大约45℃的稳定温度环境。这使打印的成功率及质量和部件性能都提升。 ④质量与安全 运用上述建议的温度设定时,Ultimaker PC可以安全的打印,为了确保舒适和健康的环境,我们建议在通风良好的地方进行3D打印。 以上就是关于Ultimaker常用打印材料打印时参数设置和操作!如果大家有什么更好的建议和疑问,欢迎底部留言。感兴趣的读者,可以关心小编,小编会不定期更新更好的文章给大家! |
发表评论