|
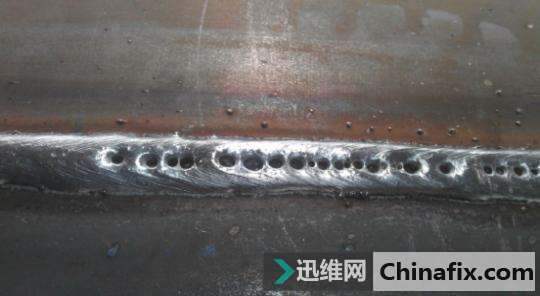
1、 常见焊接缺陷 气孔:焊接时熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴称为气孔。气孔有时以单个出现,有时以成堆的形式聚集在局部区域。如果检验区域足够照明的话,表面气孔通常可以用肉眼看到。
焊瘤:焊瘤是焊缝中的液体金属流到加热不够未融化的母材上或从焊缝根部溢出,冷却后形成的未与母材融合的金属瘤。
咬边:咬边是焊接过程中电弧将焊缝边缘熔化后,没有得到填充金属的补充,在焊缝金属的焊趾区域或根部区域形成沟槽或凹陷。咬边可以是连续的,也可以是间断的。
焊接裂纹:金属在焊接应力及其它致脆原因的共同作用下,焊接接头中局部地区金属原子结合力遭到破坏而形成的新界面所产生的缝隙,具有尖锐的缺口和长宽比大的特征,是焊接结构中最危险的缺陷。表面裂纹可能是纵向、横向或星形的,出现在焊缝表面或焊趾端,或焊缝外侧电弧击伤的地方。
错边:由于两个焊件没有对正而造成板的中心线平行偏差称为错边。错边使结构的外形尺寸发生突变,造成形状的不连续,在错边处引起较强的应力集中和弯曲应力,显著降低焊接接头强度和韧性,在个别情况下,错边还会引起裂纹,导致结构的破坏。
塌陷:单面焊时由于输入热量过大,熔化金属过多而使液态金属向焊缝背面塌落,形成后焊缝背面突起,正面下塌。 2、焊接无损检验 焊接无损检验主要包括外观检验(VT)、液体渗透检验(PT)、磁粉检验(MT)、射线检验(RT)、超声检验(UT)等。 2.1 外观检验 用肉眼或用低倍放大镜观察表面缺陷的方式。 2.2 液体渗透检验 将被检容器(工件)表面浸、涂、喷具有高度渗透能力的渗透液,由于液体的润湿作用和毛细现象,渗透液便渗入容器(工件)表面开裂的缺陷中,然后清洗表 面多余的渗透液,再涂、喷一层吸附力很强的显像剂,利用毛细作用将残留在缺陷中的渗透液吸附至容器(工件)的表面,在白色涂层上便显示缺陷的位置和形状。
材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变而产生漏磁场,吸附施加在工件表面的,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度。
当强度均匀的射线束透照射物体时,如果物体局部区域存在缺陷或结构存在不一样,它将改变物体对射线的衰减,使得不一样部位透射射线强度不一样,用一定的检测器(如胶片)检测透射射线强度,就可以判断物体内部的缺陷和物质分布等,从而完成对被检测对象的检验。
超声波进入物体遇到缺陷时,一部分声波会产生反射,接收器可对反射波进行分析,就能精确地测出缺陷来,并且能显示内部缺陷的位置和大小,测定材料厚度等。
|